Choosing between screen printing and DTG really comes down to a classic trade-off: volume versus detail. Think of screen printing as the go-to for big runs of 50+ items with bold, straightforward designs. It’s a workhorse that makes big orders affordable. On the flip side, DTG (Direct-to-Garment) is your artist, perfect for small batches or even one-off prints with photorealistic detail and a whole spectrum of colors.
Picking the right method is a critical first step for any apparel project. It’s a decision that will shape everything—the look, the feel, the cost, and just how long that design will last. While you’ll get a great-looking shirt either way, these two techniques are built for very different jobs.
Screen printing is an old-school, hands-on process. It involves a decent amount of prep work to create the stencils (or screens), which is why it shines on bulk orders where you can spread that initial setup cost out. DTG, however, is purely digital. It works a lot like your desktop inkjet printer, but for fabric, letting us print a full-color masterpiece directly onto a shirt with virtually no setup. This is why it’s unbeatable for testing out a new design or creating that single perfect custom piece.
To make things a bit clearer, here’s a quick breakdown of how these two stack up.
At a Glance Screen Print vs DTG
This table gives you a high-level view of the core differences to help guide your decision.
| Factor | Screen Printing | Direct-to-Garment (DTG) |
|---|
| Best For | High-volume orders (50+ units), brand logos, and simple graphics. | Small orders, one-off prints, and complex or photorealistic designs. |
| Design Complexity | Works best for designs with 1-4 solid colors. More colors get pricey. | Handles unlimited colors, gradients, and fine details beautifully. |
| Cost Structure | Higher setup cost, but the per-shirt price drops dramatically on large runs. | No setup cost. The price per shirt is consistent, no matter the quantity. |
| Feel of Print | A thicker layer of ink sits on top of the fabric, which you can feel. | Ink soaks into the fabric fibers, giving it a soft, breathable feel. |
| Durability | Extremely durable. The print is built to last through countless washes. | Good durability, but can fade a bit more over time compared to screen prints. |
| Fabric Versatility | Versatile. Works great on cotton, polyester, and various blends. | Best results are on 100% cotton or high-cotton blend fabrics. |
As you can see, the "best" method truly depends on what you're trying to achieve with your project.
To help visualize this decision-making process, we’ve put together a simple flowchart. It walks you through the main questions you should be asking—how complex is my design, and how many shirts do I need?
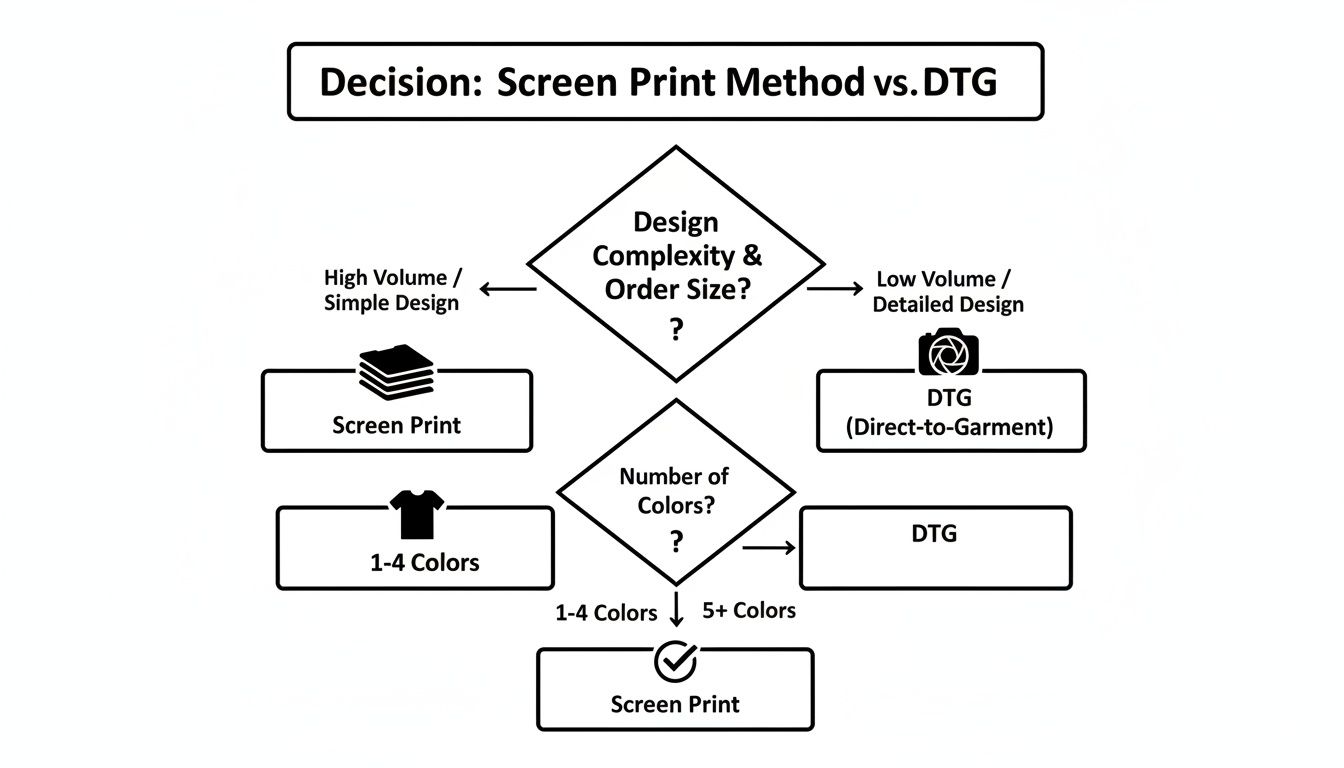
The path is pretty clear: if you have a big order with a simpler design, screen printing is almost always the answer. But for highly detailed art on a smaller run, DTG is the perfect fit.
How Each Printing Technology Works
To really get to the bottom of the screen printing vs. DTG debate, you have to look at how these two methods actually work. They're not just two different ways to get a design on a shirt; their core mechanics are worlds apart, and that difference impacts everything from cost and speed to the kind of designs you can even create.
Understanding the how makes the why so much clearer—why one is perfect for a big batch of event t-shirts and the other is the go-to for a single, custom piece. Let's walk through what happens to your design from the moment it leaves your computer to when it's a finished, wearable garment.

The Stencil Method: Screen Printing
Screen printing is the old-school, tried-and-true workhorse of the apparel world. It’s a stencil-based process, and you can think of it as a very precise, very refined way of pushing layers of ink onto a shirt. The entire operation revolves around creating and using these stencils, which we call screens.
Here’s the catch: every single color in your design needs its own screen. That setup is where most of the labor is, but it's also what makes screen printing unbeatable for large runs.
Here's how we get it done:
- Making the Screen: We start by coating a fine mesh screen with a light-sensitive emulsion. Your design is printed on a clear film, laid on the screen, and blasted with powerful light. The light hardens the emulsion everywhere except where your design blocks it. We wash away the soft parts, leaving a perfect stencil.
- Separating Colors: We do this for every color in your art. If you have a four-color logo, that means we’re making four separate, perfectly aligned screens.
- Applying the Ink: The shirt is secured on a press, and we lower the first screen. We pour on a thick, vibrant ink and use a squeegee to pull it across, pushing it through the mesh stencil and onto the fabric below.
- Curing: Once all the colors are on, the shirt goes for a ride through a big conveyor dryer. The high heat cures the ink, locking it into a durable layer that sits right on top of the fabric.
This layer-by-layer method is why screen-printed colors are so bold and opaque, especially on dark-colored shirts. They really pop.
The Bottom Line: Screen printing is all about the setup. It takes a lot of work upfront to create the screens, but once the press is running, we can crank out hundreds of identical shirts incredibly fast. The cost is all front-loaded.
The Digital Approach: Direct-to-Garment (DTG)
Direct-to-Garment, or DTG, is a whole different ballgame. It works almost exactly like the inkjet printer you have at home, but instead of paper, it prints directly onto fabric. This digital process completely skips the need for screens, stencils, or separating colors by hand.
DTG printers are sophisticated machines that use specialized water-based inks. These inks are designed to soak into the garment’s fibers, becoming part of the shirt itself. This makes it the perfect choice for designs that are way too complex for screen printing.
The workflow is much more direct:
- Pre-Treatment: First, the shirt gets a light spray of a special solution that helps the ink bond with the cotton fibers. This step is a must, especially for dark shirts, because it creates a smooth base for the white ink and keeps the colors from looking faded.
- Digital Printing: We load the shirt onto the DTG printer's flatbed (called a platen). We send your digital file straight to the machine, and it gets to work, spraying all the colors at once and blending them perfectly to create photo-quality details and smooth gradients.
- Curing: Just like with screen printing, the garment has to be cured with heat. This is usually done with a heat press or a conveyor dryer. This final step sets the ink for good, leaving behind a soft finish you can barely feel.
Because there are no screens to make, we can print a single, super-detailed, full-color shirt just as easily as we can print ten. That flexibility is what DTG is all about.
A Practical Guide to Cost and Order Volume
When it comes to choosing between screen printing and DTG, money and quantity are usually the deciding factors. The cost dynamic between these two methods isn't complicated, but it creates a clear tipping point where one option becomes much smarter for your wallet than the other. Nailing this break-even point is the key to getting the most out of your budget.
Screen printing is all about economy of scale. The whole process is front-loaded with manual labor—you have to create a separate, meticulously prepared screen for every single color in your design. All that setup work, from separating the artwork to mixing the inks, comes with a fixed cost. This is exactly why ordering just a handful of screen-printed shirts can seem surprisingly expensive.
But once those screens are on the press and the ink starts flowing, the per-unit cost plummets. That initial setup fee gets spread so thin across a large order that it becomes almost negligible, making screen printing the undisputed king for bulk jobs.

Unpacking the Financials of Each Method
Direct-to-Garment (DTG) completely flips that financial model on its head. Because it's a digital process, there are no setup costs. Printing one highly-detailed, full-color shirt takes the same initial effort as printing fifty of them. The result is a consistent, predictable price for each item, no matter how many you order.
This makes DTG the perfect solution for small runs, one-off custom gifts, or testing out a new t-shirt design without a huge financial commitment. You can order the exact number you need without getting hit with penalties for a small batch.
This choice is a real business decision that directly affects your bottom line. As industry trend reports from places like 3rdrailclothing.co.uk show, brands testing new products or selling limited editions lean heavily on DTG. It works just like your office printer but on fabric, so fulfilling a small order is as simple as hitting "print." Yet, for bigger jobs, screen printing’s lower cost-per-shirt and rugged durability give it a serious edge, easily justifying the higher setup investment.
Identifying the Break-Even Point
So, where's the magic number? The "break-even point" is the order size where screen printing's total cost dips below DTG's. This can shift a bit depending on how many colors are in your design (more colors = more screens = higher setup fees), but a solid rule of thumb is that screen printing starts to make more financial sense somewhere around the 24-50 unit mark.
Let's run some simple numbers for a two-color design to see it in action:
- Screen Printing Cost: Picture a $70 setup fee plus $8 per shirt.
- DTG Printing Cost: This might have no setup fee but a flat $18 per shirt.
What happens if you only need 10 shirts?
- Screen Printing: ($70 setup) + (10 shirts x $8) = $150 total
- DTG: (10 shirts x $18) = $180 total
Even with a tiny order of 10, screen printing is already looking competitive. But now, let's say you're outfitting your whole team and need 100 shirts.
For an order of 100 shirts:
- Screen Printing: ($70 setup) + (100 shirts x $8) = $870 total
- DTG: (100 shirts x $18) = $1,800 total
The savings become massive. That initial setup fee is completely overshadowed by the incredible per-shirt discount, making screen printing the only logical choice for large-scale production runs.
Key Insight: Order volume is the single most important factor driving your total cost. If you need flexibility for small orders, DTG offers clear, predictable pricing. If you need a large batch of identical items, screen printing delivers savings you just can't beat.
Matching Your Design to the Right Print Method
Getting your custom apparel right often boils down to one key decision made way before any ink touches the fabric: matching your design and garment to the best printing technology. It’s what separates a decent shirt from a truly great one. The two biggest factors here are the complexity of your artwork and the material you're printing on.
The visual complexity of your design is probably the clearest fork in the road when choosing between screen printing and DTG. One method is built for fine detail and endless color, while the other is the undisputed champ for bold, simple graphics. It’s not about which is "better," but which is the right tool for the job.
When Your Design is All About the Details
For highly detailed or photorealistic artwork, Direct-to-Garment (DTG) printing is the clear winner. Think of a DTG machine as an incredibly sophisticated inkjet printer, but for t-shirts. It applies every color in a single pass, flawlessly blending them to capture subtle gradients, fine lines, and the full spectrum of a photograph.
This makes DTG the only real option for designs that include:
- Photographs: Recreating a landscape, a portrait, or any photo with true-to-life accuracy.
- Complex Illustrations: Artwork with tons of overlapping colors, intricate shading, and tiny details.
- Color Gradients: Smooth, seamless transitions from one color to another, like a sunset sky.
Trying to screen print something like a photograph would be a nightmare. You’d need a separate screen for every single shade, which is just not practical or cost-effective.
The Litmus Test: If your design looks like a photograph or a detailed digital painting, DTG is almost certainly the way to go. It was literally engineered for this.
When Bold and Vibrant is the Goal
Screen printing is in its element where DTG’s digital precision isn’t needed. It’s the perfect match for bold, graphic designs that rely on a handful of solid, or "spot," colors. This covers most company logos, team jerseys, and graphic tees with distinct shapes and text.
The process forces a thick, rich layer of ink through a screen, creating colors that are incredibly vibrant and opaque. They really pop, especially on dark-colored shirts. Better yet, screen printing has a killer advantage for brands with strict color standards: Pantone (PMS) color matching. We can mix inks to hit an exact Pantone code, ensuring your company’s specific shade of blue is perfect on every single item, every single time. DTG, which uses a CMYK process like a desktop printer, just can't promise that level of color precision.
Fabric Choice is a Deal Breaker
The material of your garment is just as important as the art going on it. The chemistry of the inks used in each method determines which fabrics they’ll stick to for the long haul.
DTG uses water-based inks formulated to soak into and bond with natural fibers. That’s why it works best on 100% cotton garments. You can get away with some high-cotton blends, but you’ll start to lose vibrancy and durability as the polyester count goes up. Printing on 100% polyester with DTG is a no-go; the ink just won't adhere properly.
Screen printing, on the other hand, is the versatile workhorse. With a whole arsenal of specialized inks, it can print beautifully on almost anything, including:
- 100% Cotton
- Poly/Cotton Blends
- 100% Polyester (perfect for athletic jerseys and performance wear)
- Tri-blends and other unique fabrics
This flexibility makes screen printing the default choice for most work uniforms, sports apparel, and anything made from modern performance fabrics. The ink sits as a durable layer on top of the fabric, creating a lasting print no matter what the material is.
To make this even clearer, here's a quick reference guide to help you match your project's needs with the right printing method.
Design and Fabric Suitability Matrix
| Characteristic | Best for Screen Printing | Best for DTG Printing |
|---|
| Design Complexity | Simple graphics, text, logos with 1-6 solid colors. | Full-color photos, detailed illustrations, gradients. |
| Color Matching | Excellent. Can match specific Pantone (PMS) codes. | Good. Uses a CMYK process, so exact PMS matching isn't possible. |
| Best Fabric | Almost anything: cotton, polyester, blends, tri-blends. | 100% cotton is ideal. High-cotton blends work, but vibrancy may decrease. |
| Worst Fabric | Very few limitations; specialty inks exist for most materials. | 100% polyester and most synthetics. The ink won't bond well. |
Ultimately, this matrix shows a clear trade-off. If your design is simple and you need to print on a variety of fabrics (especially synthetics), screen printing is your most reliable bet. If you have a complex, full-color design and you're printing on cotton, DTG is the only way to do it justice.
Durability, Feel, and Environmental Impact: The Tangible Differences
Beyond the cost and visual pop, the real-world performance of a printed garment comes down to three things: how it feels, how it holds up, and what it means for the planet. These aren't just minor details; they define the wearer's experience and reflect your brand's commitment to quality and sustainability.
The way a print feels is an instant giveaway of its origin. Screen printing lays down a thick, solid layer of ink that sits right on top of the fabric. Run your hand over it, and you'll feel a distinct, tactile texture—it's a tough, substantial finish built to last.
DTG, on the other hand, is all about a soft touch. The water-based inks soak directly into the cotton fibers, almost like a dye. The result is a print you can't really feel at all; it's breathable and feels just like the original shirt.
Unpacking Longevity and Washability
When it comes to pure, rugged durability, screen printing has earned its reputation. That thick layer of ink is incredibly resilient, engineered to handle stretching, friction, and dozens of wash cycles without cracking or fading. It’s the undisputed champion for workwear, team jerseys, and any apparel that needs to take a beating.
DTG prints are also durable, but they require a bit more care. The ink's bond with the fabric is solid, but repeated exposure to harsh detergents or high-heat dryers can cause the vibrancy to fade over time. For maximum longevity and a print that needs to look brand new after its 50th wash, screen printing still has the edge. This exceptional durability is a key reason for its continued dominance in the custom t-shirt printing industry.
The Environmental Angle
For many brands today, the environmental footprint is a non-negotiable part of the decision. Both methods have made huge leaps in sustainability, but they get there in different ways.
The biggest green advantage for DTG is its print-on-demand capability. Because you only print what's been ordered, you virtually eliminate the textile waste from overproduction—a massive problem in the apparel world. The inks themselves are typically water-based and biodegradable, making the process itself cleaner.
The Green Takeaway: DTG attacks waste by printing only what's needed, while screen printing focuses on using eco-friendly materials and recycling. Your choice here can be a powerful statement about your brand's sustainability goals.
Screen printing has cleaned up its act, too. The old days of harsh chemicals are fading as the industry embraces greener practices. Reputable printers now offer a whole menu of eco-conscious options:
- Water-Based Inks: A much gentler alternative to traditional plastisol.
- Phthalate-Free Plastisol: Modern formulas that remove some of the harshest chemicals.
- Advanced Reclamation Systems: State-of-the-art setups for cleaning and recycling screens that dramatically cut down on water and chemical waste.
Ultimately, the "greener" choice isn't black and white. If your priority is fighting overproduction and waste, DTG is a fantastic tool. If you're doing a large, planned run, choosing a screen printer that uses sustainable inks and responsible processes is an equally strong environmental choice.
Real-World Scenarios: Putting Theory into Practice
All the technical specs in the world don't mean much until you apply them to a real project. The "best" printing method is always the one that fits your specific goal, budget, and design. Let's walk through a few common scenarios to see how the choice between screen printing and DTG plays out in the real world.
Think of these examples as a mental checklist you can run through for your own projects. Once you start weighing the variables, the right path usually becomes crystal clear.
The Annual Company Picnic
You're in charge of the company picnic, and you need 200 shirts for the whole team. The design is straightforward: a two-color logo on the front and the year on the back. You need them to look sharp and uniform, but keeping costs in check is a top priority.
- Design: Simple, 2-color graphic.
- Volume: High (200 units).
- Fabric: Standard cotton/poly blend t-shirts.
- Priority: Lowest cost per shirt.
Verdict: Screen Printing. This is a textbook case for screen printing. With a run of 200 shirts, the initial setup costs for creating the screens become almost negligible when spread across the entire order. The per-shirt price will be significantly lower than DTG, delivering a professional, vibrant result that's friendly to your budget.
Launching a Boutique Apparel Line
Now, let's switch gears. You're an artist launching an online shop with 10 different, highly detailed designs—think photorealistic images with subtle color gradients. To test the waters, you only want to print 15 shirts of each design to start.
- Design: Complex, full-color, photorealistic.
- Volume: Very low per design (15 units).
- Fabric: Premium 100% cotton.
- Priority: Perfect design reproduction and minimal upfront risk.
Verdict: DTG Printing. Hands down, DTG is your best bet. There are no setup fees, so you can print small batches of all ten designs without a huge financial commitment. More importantly, DTG is built to handle the kind of complexity you're after, perfectly reproducing every gradient and fine detail that screen printing would struggle with.
This kind of flexibility is exactly why the direct-to-garment market has exploded. Valued at USD 1.92 billion, the industry is projected to hit USD 3.90 billion by 2030. That growth is fueled by businesses using DTG to test new ideas and fulfill orders on demand without the risk of unsold inventory. You can find more details in these DTG market growth trends from Grand View Research.
Outfitting a Landscaping Crew
Imagine a landscaping company that needs tough, professional uniforms for a crew of 30. The shirts have to be 100% polyester performance fabric to handle sweat and hard work. The design is simple: a one-color logo on the chest and the company's phone number on the back.
- Design: Simple, 1-color logo and text.
- Volume: Medium (30 units).
- Fabric: 100% polyester performance wear.
- Priority: Extreme durability and fabric compatibility.
Verdict: Screen Printing. This is a clear-cut choice, but not because of the design or volume. It’s all about the fabric. Standard DTG ink simply won't bond to polyester. Screen printing, on the other hand, uses specialized inks formulated to adhere to synthetics, ensuring the print will withstand demanding physical work and countless wash cycles.
Key Takeaway: The fabric itself can make the decision for you. If your project demands polyester or other performance synthetics, screen printing is your go-to method, regardless of other factors.
Personalized Gifts for a Small Team
Last one. You're a manager who wants to give your team of 12 a fun, personalized holiday gift. The idea is a t-shirt with a colorful inside joke on the front and each employee's name printed on it. It’s all about creating a unique and personal memento.
- Design: Full-color, with unique personalization for each shirt.
- Volume: Very low (12 units, each one different).
- Fabric: 100% cotton.
- Priority: Individual customization and high-detail printing.
Verdict: DTG Printing. Easy call. With screen printing, you'd need a new screen for every single name, which would be wildly expensive and impractical. DTG treats each shirt as an individual job, so printing 12 different designs costs the same as printing 12 identical ones. It's the perfect technology for one-offs and personalization.
Frequently Asked Questions About Print Methods
When you're trying to decide between screen printing and DTG, a few common questions always seem to pop up. Let's dig into the details to help you nail down the right choice for your project.
Which Method Is Better for Printing on Dark Garments?
Both techniques can create fantastic, bright prints on dark shirts, but they get there in different ways. For screen printing, we first lay down a solid layer of white ink—what we call an "underbase"—to act as a primer. This makes sure the colors printed on top are vibrant and true, but it does add an extra screen to the setup.
DTG printing also needs a white underbase on dark fabrics, but it's printed digitally right before the color layer goes on. The real difference comes down to the final feel. Screen printing gives you that classic, bright, and bold finish. DTG, on the other hand, feels a bit softer and more blended into the fabric itself.
The Bottom Line: If you need the absolute brightest, most opaque colors on a dark shirt, screen printing is tough to beat. The thick ink layer really stands out. For a softer feel, DTG is a great option, but screen printing usually takes the crown for sheer color punch.
What Is the Turnaround Time for Screen Printing vs. DTG?
This really boils down to how many shirts you're ordering. If you only need a handful of items, maybe a dozen or two, DTG is almost always faster. Why? Because there's virtually no setup. We can go straight from the digital file to the printer.
But when the quantities start climbing, the tables turn. Once the screens are made and the press is fired up, screen printing is a machine, churning out hundreds of shirts an hour. So, for a small rush job, DTG is your best friend. For larger, planned-out orders, screen printing’s speed at scale is untouchable.
Can I Get an Exact Color Match With Both Methods?
If your brand lives and dies by a specific color, screen printing is your go-to for perfect color matching. We can mix inks by hand to hit an exact Pantone (PMS) code. That means your company’s signature blue will be the exact same shade, every single time.
DTG printers work like the inkjet printer on your desk, using a CMYK (cyan, magenta, yellow, black) process to create colors. It can produce a stunning range of hues, but trying to nail a specific Pantone value is more of an art than a science. For absolute brand consistency across all your gear, screen printing delivers the precision you need.
Ready to see your designs come to life? The team at Camelot Print & Copy Centers has been doing this for years, and we have the tools and expertise to make it happen. Explore our custom apparel solutions and get a quote today!